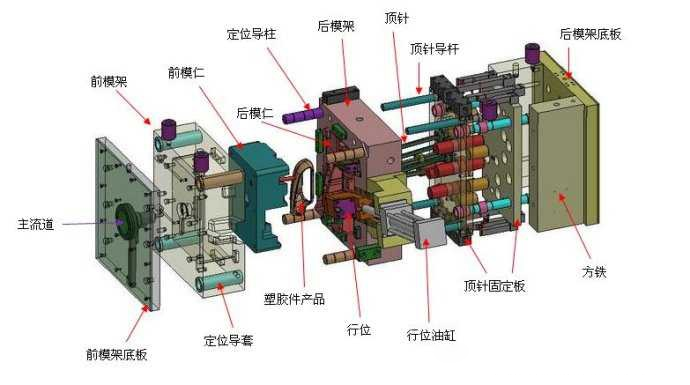
1 ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚು ಸಂಯೋಜನೆ.ಇದು ಮುಖ್ಯವಾಗಿ ಮೋಲ್ಡಿಂಗ್ ಭಾಗಗಳನ್ನು ಒಳಗೊಂಡಿದೆ (ಚಲಿಸುವ ಮತ್ತು ಸ್ಥಿರವಾದ ಅಚ್ಚು ಭಾಗಗಳ ಅಚ್ಚು ಕುಹರವನ್ನು ರೂಪಿಸುವ ಭಾಗಗಳನ್ನು ಉಲ್ಲೇಖಿಸುತ್ತದೆ), ಸುರಿಯುವ ವ್ಯವಸ್ಥೆ (ಇಂಜೆಕ್ಷನ್ ಯಂತ್ರದ ನಳಿಕೆಯಿಂದ ಕರಗಿದ ಪ್ಲಾಸ್ಟಿಕ್ ಅಚ್ಚು ಕುಹರದೊಳಗೆ ಪ್ರವೇಶಿಸುವ ಚಾನಲ್), ಮಾರ್ಗದರ್ಶನ ಭಾಗಗಳು (ಅಚ್ಚು ಮುಚ್ಚಿದಾಗ ಅಚ್ಚನ್ನು ನಿಖರವಾಗಿ ಜೋಡಿಸಲು), ತಳ್ಳುವ ಕಾರ್ಯವಿಧಾನ (ಅಚ್ಚು ವಿಭಜನೆಯಾದ ನಂತರ ಪ್ಲಾಸ್ಟಿಕ್ ಅನ್ನು ಅಚ್ಚು ಕುಹರದಿಂದ ಹೊರಗೆ ತಳ್ಳುವ ಸಾಧನ), ತಾಪಮಾನ ನಿಯಂತ್ರಣ ವ್ಯವಸ್ಥೆ (ಇಂಜೆಕ್ಷನ್ ಪ್ರಕ್ರಿಯೆಯ ಅಚ್ಚು ತಾಪಮಾನದ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸಲು ನಿಷ್ಕಾಸ ವ್ಯವಸ್ಥೆ (ಅಚ್ಚು ಕುಳಿಯಲ್ಲಿನ ಗಾಳಿ ಮತ್ತು ಪ್ಲಾಸ್ಟಿಕ್ನಿಂದ ಬಾಷ್ಪಶೀಲವಾಗಿರುವ ಅನಿಲವು ಅಚ್ಚೊತ್ತುವ ಸಮಯದಲ್ಲಿ ಅಚ್ಚಿನಿಂದ ಹೊರಹಾಕಲ್ಪಡುತ್ತದೆ, ಮತ್ತು ನಿಷ್ಕಾಸ ತೋಡು ಹೆಚ್ಚಾಗಿ ವಿಭಜನೆಯ ಮೇಲ್ಮೈಯಲ್ಲಿ ಹೊಂದಿಸಲ್ಪಡುತ್ತದೆ) ಮತ್ತು ಪೋಷಕ ಭಾಗಗಳು (ಸ್ಥಾಪಿಸಲು ಮತ್ತು ಸರಿಪಡಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ ಅಥವಾ ಮೋಲ್ಡಿಂಗ್ ಭಾಗಗಳು ಮತ್ತು ಕಾರ್ಯವಿಧಾನದ ಇತರ ಭಾಗಗಳನ್ನು ಬೆಂಬಲಿಸುತ್ತದೆ) ಸಂಯೋಜಿಸಲಾಗಿದೆ, ಮತ್ತು ಕೆಲವೊಮ್ಮೆ ಪಾರ್ಶ್ವ ವಿಭಜನೆ ಮತ್ತು ಕೋರ್ ಎಳೆಯುವ ಕಾರ್ಯವಿಧಾನಗಳು ಇವೆ.
2. ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ವಿನ್ಯಾಸ ಹಂತಗಳು
1. ವಿನ್ಯಾಸದ ಮೊದಲು ತಯಾರಿ
(1) ವಿನ್ಯಾಸ ನಿಯೋಜನೆ
(2) ಪ್ಲಾಸ್ಟಿಕ್ ಭಾಗಗಳು, ಅವುಗಳ ಜ್ಯಾಮಿತೀಯ ಆಕಾರ, ಪ್ಲಾಸ್ಟಿಕ್ ಭಾಗಗಳ ಬಳಕೆ ಅಗತ್ಯತೆಗಳು ಮತ್ತು ಪ್ಲಾಸ್ಟಿಕ್ ಭಾಗಗಳ ಕಚ್ಚಾ ಸಾಮಗ್ರಿಗಳನ್ನು ಒಳಗೊಂಡಂತೆ ಪರಿಚಿತವಾಗಿದೆ
(3) ಪ್ಲಾಸ್ಟಿಕ್ ಭಾಗಗಳ ಮೋಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಪರಿಶೀಲಿಸಿ
(4) ಇಂಜೆಕ್ಷನ್ ಯಂತ್ರದ ಮಾದರಿ ಮತ್ತು ವಿವರಣೆಯನ್ನು ಸೂಚಿಸಿ
2. ರೂಪಿಸುವ ಪ್ರಕ್ರಿಯೆ ಕಾರ್ಡ್ ಅನ್ನು ರೂಪಿಸಿ
(1) ಉತ್ಪನ್ನದ ಅವಲೋಕನ, ಉದಾಹರಣೆಗೆ ಸ್ಕೀಮ್ಯಾಟಿಕ್ ರೇಖಾಚಿತ್ರ, ತೂಕ, ಗೋಡೆಯ ದಪ್ಪ, ಯೋಜಿತ ಪ್ರದೇಶ, ಒಟ್ಟಾರೆ ಆಯಾಮಗಳು, ಅಡ್ಡ ಹಿನ್ಸರಿತಗಳು ಮತ್ತು ಒಳಸೇರಿಸುವಿಕೆಗಳು ಇವೆಯೇ
(2) ಉತ್ಪನ್ನದ ಹೆಸರು, ಮಾದರಿ, ತಯಾರಕ, ಬಣ್ಣ ಮತ್ತು ಒಣಗಿಸುವಿಕೆಯಂತಹ ಉತ್ಪನ್ನದಲ್ಲಿ ಬಳಸಲಾದ ಪ್ಲಾಸ್ಟಿಕ್ಗಳ ಅವಲೋಕನ
(3) ಆಯ್ದ ಇಂಜೆಕ್ಷನ್ ಯಂತ್ರದ ಮುಖ್ಯ ತಾಂತ್ರಿಕ ನಿಯತಾಂಕಗಳು, ಇಂಜೆಕ್ಷನ್ ಯಂತ್ರ ಮತ್ತು ಅನುಸ್ಥಾಪನಾ ಅಚ್ಚು ನಡುವಿನ ಸಂಬಂಧಿತ ಆಯಾಮಗಳು, ಸ್ಕ್ರೂ ಪ್ರಕಾರ, ಶಕ್ತಿ (4) ಇಂಜೆಕ್ಷನ್ ಯಂತ್ರದ ಒತ್ತಡ ಮತ್ತು ಸ್ಟ್ರೋಕ್
(5) ತಾಪಮಾನ, ಒತ್ತಡ, ವೇಗ, ಅಚ್ಚು ಲಾಕ್ ಫೋರ್ಸ್, ಇತ್ಯಾದಿಗಳಂತಹ ಇಂಜೆಕ್ಷನ್ ಮೋಲ್ಡಿಂಗ್ ಪರಿಸ್ಥಿತಿಗಳು
3. ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ರಚನಾತ್ಮಕ ವಿನ್ಯಾಸ ಹಂತಗಳು
(1) ಕುಳಿಗಳ ಸಂಖ್ಯೆಯನ್ನು ನಿರ್ಧರಿಸಿ.ಷರತ್ತುಗಳು: ಗರಿಷ್ಠ ಇಂಜೆಕ್ಷನ್ ಪರಿಮಾಣ, ಅಚ್ಚು ಲಾಕ್ ಫೋರ್ಸ್, ಉತ್ಪನ್ನದ ನಿಖರತೆಯ ಅವಶ್ಯಕತೆಗಳು, ಆರ್ಥಿಕತೆ
(2) ಹರಿಯುವ ಮೇಲ್ಮೈಯನ್ನು ಆಯ್ಕೆಮಾಡಿ.ಅಚ್ಚು ರಚನೆಯು ಸರಳವಾಗಿದೆ, ವಿಭಜನೆಯು ಸುಲಭ ಮತ್ತು ಪ್ಲಾಸ್ಟಿಕ್ ಭಾಗಗಳ ನೋಟ ಮತ್ತು ಬಳಕೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವುದಿಲ್ಲ ಎಂಬುದು ತತ್ವವಾಗಿರಬೇಕು.
(3) ಕುಹರದ ವಿನ್ಯಾಸ ಯೋಜನೆಯನ್ನು ನಿರ್ಧರಿಸಿ.ಸಾಧ್ಯವಾದಷ್ಟು ಸಮತೋಲಿತ ವ್ಯವಸ್ಥೆಯನ್ನು ಬಳಸಿ
(4) ಗೇಟಿಂಗ್ ವ್ಯವಸ್ಥೆಯನ್ನು ನಿರ್ಧರಿಸಿ.ಮುಖ್ಯ ಹರಿವಿನ ಚಾನಲ್, ಡೈವರ್ಶನ್ ಚಾನಲ್, ಗೇಟ್, ಕೋಲ್ಡ್ ಹೋಲ್, ಇತ್ಯಾದಿ.
(5) ಬಿಡುಗಡೆ ಕ್ರಮವನ್ನು ನಿರ್ಧರಿಸಿ.ಪ್ಲಾಸ್ಟಿಕ್ ಭಾಗಗಳಿಂದ ಉಳಿದಿರುವ ಅಚ್ಚಿನ ವಿವಿಧ ಭಾಗಗಳ ಪ್ರಕಾರ ವಿಭಿನ್ನ ಡಿಮೋಲ್ಡಿಂಗ್ ವಿಧಾನಗಳನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ.
(6) ತಾಪಮಾನ ನಿಯಂತ್ರಣ ವ್ಯವಸ್ಥೆಯ ರಚನೆಯನ್ನು ನಿರ್ಧರಿಸಿ.ತಾಪಮಾನ ನಿಯಂತ್ರಣ ವ್ಯವಸ್ಥೆಯನ್ನು ಮುಖ್ಯವಾಗಿ ಪ್ಲಾಸ್ಟಿಕ್ ಪ್ರಕಾರದಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ.
(7) ಹೆಣ್ಣು ಡೈ ಅಥವಾ ಕೋರ್ಗೆ ಇನ್ಸರ್ಟ್ ರಚನೆಯನ್ನು ಅಳವಡಿಸಿಕೊಂಡಾಗ, ಇನ್ಸರ್ಟ್ನ ಯಂತ್ರಸಾಮರ್ಥ್ಯ ಮತ್ತು ಸ್ಥಾಪನೆ ಮತ್ತು ಸ್ಥಿರೀಕರಣ ವಿಧಾನವನ್ನು ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ.
(8) ನಿಷ್ಕಾಸ ಪ್ರಕಾರವನ್ನು ನಿರ್ಧರಿಸಿ.ಸಾಮಾನ್ಯವಾಗಿ, ಅಚ್ಚಿನ ವಿಭಜನೆಯ ಮೇಲ್ಮೈ ಮತ್ತು ಎಜೆಕ್ಷನ್ ಕಾರ್ಯವಿಧಾನ ಮತ್ತು ಅಚ್ಚು ನಡುವಿನ ತೆರವು ನಿಷ್ಕಾಸಕ್ಕೆ ಬಳಸಬಹುದು.ದೊಡ್ಡ ಮತ್ತು ಹೆಚ್ಚಿನ ವೇಗದ ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚುಗಾಗಿ, ಅನುಗುಣವಾದ ನಿಷ್ಕಾಸ ರೂಪವನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಬೇಕು.
(9) ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ಮುಖ್ಯ ಆಯಾಮಗಳನ್ನು ನಿರ್ಧರಿಸಿ.ಅನುಗುಣವಾದ ಸೂತ್ರದ ಪ್ರಕಾರ, ಮೋಲ್ಡಿಂಗ್ ಭಾಗದ ಕೆಲಸದ ಗಾತ್ರವನ್ನು ಲೆಕ್ಕಹಾಕಿ ಮತ್ತು ಅಚ್ಚು ಕುಹರದ ಪಕ್ಕದ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ನಿರ್ಧರಿಸಿ, ಕುಹರದ ಕೆಳಭಾಗದ ಪ್ಲೇಟ್, ಕೋರ್ ಬ್ಯಾಕಿಂಗ್ ಪ್ಲೇಟ್, ಚಲಿಸುವ ಟೆಂಪ್ಲೇಟ್ನ ದಪ್ಪ, ಕುಹರದ ಪ್ಲೇಟ್ ದಪ್ಪ ಮಾಡ್ಯುಲರ್ ಕುಹರ ಮತ್ತು ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ಮುಚ್ಚುವ ಎತ್ತರ.
(10) ಪ್ರಮಾಣಿತ ಅಚ್ಚು ಬೇಸ್ ಆಯ್ಕೆಮಾಡಿ.ವಿನ್ಯಾಸಗೊಳಿಸಿದ ಮತ್ತು ಲೆಕ್ಕಹಾಕಿದ ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ಮುಖ್ಯ ಆಯಾಮಗಳ ಪ್ರಕಾರ ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ಪ್ರಮಾಣಿತ ಅಚ್ಚು ಬೇಸ್ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡಿ ಮತ್ತು ಪ್ರಮಾಣಿತ ಅಚ್ಚು ಭಾಗಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಲು ಪ್ರಯತ್ನಿಸಿ.
(11) ಅಚ್ಚಿನ ರಚನೆಯನ್ನು ಸ್ಕೆಚ್ ಮಾಡಿ.ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ಸಂಪೂರ್ಣ ರಚನೆಯ ರೇಖಾಚಿತ್ರವನ್ನು ಚಿತ್ರಿಸುವುದು ಮತ್ತು ಅಚ್ಚು ರಚನೆಯ ರೇಖಾಚಿತ್ರವನ್ನು ಚಿತ್ರಿಸುವುದು ಅಚ್ಚು ವಿನ್ಯಾಸದ ಅತ್ಯಂತ ಪ್ರಮುಖ ಕೆಲಸವಾಗಿದೆ.
(12) ಅಚ್ಚು ಮತ್ತು ಇಂಜೆಕ್ಷನ್ ಯಂತ್ರದ ಸಂಬಂಧಿತ ಆಯಾಮಗಳನ್ನು ಪರಿಶೀಲಿಸಿ.ಗರಿಷ್ಠ ಇಂಜೆಕ್ಷನ್ ವಾಲ್ಯೂಮ್, ಇಂಜೆಕ್ಷನ್ ಒತ್ತಡ, ಅಚ್ಚು ಲಾಕಿಂಗ್ ಫೋರ್ಸ್ ಮತ್ತು ಅಚ್ಚಿನ ಅನುಸ್ಥಾಪನೆಯ ಭಾಗದ ಗಾತ್ರ, ಅಚ್ಚು ತೆರೆಯುವ ಸ್ಟ್ರೋಕ್ ಮತ್ತು ಎಜೆಕ್ಷನ್ ಯಾಂತ್ರಿಕತೆ ಸೇರಿದಂತೆ ಬಳಸಿದ ಇಂಜೆಕ್ಷನ್ ಯಂತ್ರದ ನಿಯತಾಂಕಗಳನ್ನು ಪರಿಶೀಲಿಸಿ.
(13) ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ರಚನಾತ್ಮಕ ವಿನ್ಯಾಸದ ವಿಮರ್ಶೆ.ಪ್ರಾಥಮಿಕ ಪರಿಶೀಲನೆಯನ್ನು ನಡೆಸಿ ಮತ್ತು ಬಳಕೆದಾರರ ಒಪ್ಪಿಗೆಯನ್ನು ಪಡೆದುಕೊಳ್ಳಿ ಮತ್ತು ಬಳಕೆದಾರರ ಅವಶ್ಯಕತೆಗಳನ್ನು ದೃಢೀಕರಿಸಲು ಮತ್ತು ಮಾರ್ಪಡಿಸಲು ಇದು ಅವಶ್ಯಕವಾಗಿದೆ.
(14) ಅಚ್ಚಿನ ಜೋಡಣೆಯ ರೇಖಾಚಿತ್ರವನ್ನು ಬರೆಯಿರಿ.ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ಪ್ರತಿಯೊಂದು ಭಾಗದ ಅಸೆಂಬ್ಲಿ ಸಂಬಂಧವನ್ನು ಸ್ಪಷ್ಟವಾಗಿ ಸೂಚಿಸಿ, ಅಗತ್ಯ ಆಯಾಮಗಳು, ಸರಣಿ ಸಂಖ್ಯೆಗಳು, ವಿವರಗಳು ಶೀರ್ಷಿಕೆ ಬ್ಲಾಕ್ ಮತ್ತು ತಾಂತ್ರಿಕ ಅವಶ್ಯಕತೆಗಳು (ತಾಂತ್ರಿಕ ಅವಶ್ಯಕತೆಗಳ ವಿಷಯಗಳು ಕೆಳಕಂಡಂತಿವೆ: a. ಎಜೆಕ್ಷನ್ ಕಾರ್ಯವಿಧಾನದ ಅಸೆಂಬ್ಲಿ ಅವಶ್ಯಕತೆಗಳಂತಹ ಡೈ ರಚನೆಗೆ ಕಾರ್ಯಕ್ಷಮತೆಯ ಅವಶ್ಯಕತೆಗಳು ಮತ್ತು ಕೋರ್-ಪುಲ್ಲಿಂಗ್ ಮೆಕಾನಿಸಂ ಅಕ್ಷರಗಳು, ತೈಲ ಮುದ್ರೆ ಮತ್ತು ಸಂಗ್ರಹಣೆ; ಇ. ಡೈ ಪರೀಕ್ಷೆ ಮತ್ತು ತಪಾಸಣೆಗೆ ಅಗತ್ಯತೆಗಳು (15) ಅಚ್ಚಿನ ಭಾಗ ಡ್ರಾಯಿಂಗ್ ಅನ್ನು ಬಿಡಿಸಿ ಅಚ್ಚು ಜೋಡಣೆಯ ರೇಖಾಚಿತ್ರ ಅಥವಾ ಭಾಗದ ರೇಖಾಚಿತ್ರದಿಂದ ಭಾಗವನ್ನು ಬಿಡಿಸುವಿಕೆ ಮತ್ತು ರೇಖಾಚಿತ್ರದ ಕ್ರಮವು: ಮೊದಲು ಒಳಗೆ ನಂತರ ಹೊರಗೆ, ಮೊದಲು ಸಂಕೀರ್ಣ ನಂತರ ಸರಳ, ಮೊದಲು ರೂಪಿಸುವ ಭಾಗಗಳು ನಂತರ ರಚನಾತ್ಮಕ ಭಾಗಗಳು.
(16) ವಿನ್ಯಾಸ ರೇಖಾಚಿತ್ರಗಳನ್ನು ಪರಿಶೀಲಿಸಿ.ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚು ವಿನ್ಯಾಸದ ಅಂತಿಮ ವಿಮರ್ಶೆಯು ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚು ವಿನ್ಯಾಸದ ಅಂತಿಮ ಪರಿಶೀಲನೆಯಾಗಿದೆ ಮತ್ತು ಭಾಗಗಳ ಸಂಸ್ಕರಣಾ ಕಾರ್ಯಕ್ಷಮತೆಗೆ ಹೆಚ್ಚಿನ ಗಮನ ನೀಡಬೇಕು.
3. ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ಆಡಿಟ್
1. ಮೂಲ ರಚನೆ
(1) ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ಕಾರ್ಯವಿಧಾನ ಮತ್ತು ಮೂಲ ನಿಯತಾಂಕಗಳು ಇಂಜೆಕ್ಷನ್ ಯಂತ್ರಕ್ಕೆ ಹೊಂದಿಕೆಯಾಗುತ್ತವೆಯೇ.
(2) ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಮಾರ್ಗದರ್ಶಿ ಕಾರ್ಯವಿಧಾನವನ್ನು ಹೊಂದಿದೆಯೇ ಮತ್ತು ಯಾಂತ್ರಿಕ ವಿನ್ಯಾಸವು ಸಮಂಜಸವಾಗಿದೆಯೇ.
(3) ಬೇರ್ಪಡಿಸುವ ಮೇಲ್ಮೈಯ ಆಯ್ಕೆಯು ಸಮಂಜಸವಾಗಿದೆಯೇ, ಫ್ಲ್ಯಾಷ್ನ ಸಾಧ್ಯತೆ ಇದೆಯೇ ಮತ್ತು ಪ್ಲಾಸ್ಟಿಕ್ ಭಾಗವು ಎಜೆಕ್ಷನ್ ಮತ್ತು ಬಿಡುಗಡೆಯ ಕಾರ್ಯವಿಧಾನದಲ್ಲಿ ಹೊಂದಿಸಲಾದ ಚಲಿಸುವ ಡೈ (ಅಥವಾ ಸ್ಥಿರ ಡೈ) ಬದಿಯಲ್ಲಿ ಉಳಿಯುತ್ತದೆಯೇ.
(4) ಕುಹರದ ವಿನ್ಯಾಸ ಮತ್ತು ಗೇಟಿಂಗ್ ವ್ಯವಸ್ಥೆಯ ವಿನ್ಯಾಸವು ಸಮಂಜಸವಾಗಿದೆಯೇ.ಗೇಟ್ ಪ್ಲಾಸ್ಟಿಕ್ ಕಚ್ಚಾ ವಸ್ತುಗಳೊಂದಿಗೆ ಹೊಂದಿಕೊಳ್ಳುತ್ತದೆಯೇ, ಗೇಟ್ ಸ್ಥಾನವು ಸಮಾನವಾಗಿದೆಯೇ, ಗೇಟ್ ಮತ್ತು ರನ್ನರ್ನ ಜ್ಯಾಮಿತೀಯ ಆಕಾರ ಮತ್ತು ಗಾತ್ರವು ಸೂಕ್ತವಾಗಿದೆಯೇ ಮತ್ತು ಹರಿವಿನ ಅನುಪಾತವು ಸಮಂಜಸವಾಗಿದೆಯೇ.
(5) ರೂಪುಗೊಂಡ ಭಾಗಗಳ ವಿನ್ಯಾಸವು ಸಮಂಜಸವಾಗಿದೆಯೇ.
(6) ಎಜೆಕ್ಷನ್ ಬಿಡುಗಡೆ ಕಾರ್ಯವಿಧಾನ ಮತ್ತು ಪಾರ್ಶ್ವ ಪುರುಷ.ಅಥವಾ ಕೋರ್ ಎಳೆಯುವ ಕಾರ್ಯವಿಧಾನವು ಸಮಂಜಸ, ಸುರಕ್ಷಿತ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹವಾಗಿದೆಯೇ.ಹಸ್ತಕ್ಷೇಪ ಮತ್ತು ಮುಚ್ಚುವಿಕೆ ಇದೆಯೇ.(7) ನಿಷ್ಕಾಸ ಕಾರ್ಯವಿಧಾನವಿದೆಯೇ ಮತ್ತು ಅದರ ರೂಪವು ಸಮಂಜಸವಾಗಿದೆಯೇ.(8) ತಾಪಮಾನ ನಿಯಂತ್ರಣ ವ್ಯವಸ್ಥೆ ಅಗತ್ಯವಿದೆಯೇ.ಶಾಖದ ಮೂಲ ಮತ್ತು ಕೂಲಿಂಗ್ ಮೋಡ್ ಸಮಂಜಸವಾಗಿದೆಯೇ.
(9) ಪೋಷಕ ಭಾಗಗಳ ರಚನೆಯು ಸಮಂಜಸವಾಗಿದೆಯೇ.
(10) ಒಟ್ಟಾರೆ ಆಯಾಮವು ಅನುಸ್ಥಾಪನೆಯನ್ನು ಖಚಿತಪಡಿಸುತ್ತದೆಯೇ, ಫಿಕ್ಸಿಂಗ್ ವಿಧಾನವನ್ನು ಸಮಂಜಸವಾಗಿ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹವಾಗಿ ಆಯ್ಕೆ ಮಾಡಲಾಗಿದೆಯೇ ಮತ್ತು ಅನುಸ್ಥಾಪನೆಗೆ ಬಳಸಿದ ಬೋಲ್ಟ್ ರಂಧ್ರವು ಇಂಜೆಕ್ಷನ್ ಕಾರ್ಯವಿಧಾನ ಮತ್ತು ಸ್ಥಿರ ಮೋಲ್ಡ್ ಫಿಕ್ಸಿಂಗ್ ಪ್ಲೇಟ್ನಲ್ಲಿನ ಸ್ಕ್ರೂ ಹೋಲ್ ಸ್ಥಾನದೊಂದಿಗೆ ಸ್ಥಿರವಾಗಿದೆಯೇ.
2. ವಿನ್ಯಾಸ ರೇಖಾಚಿತ್ರಗಳು
(1) ಅಸೆಂಬ್ಲಿ ಡ್ರಾಯಿಂಗ್
ಭಾಗಗಳು ಮತ್ತು ಘಟಕಗಳ ಜೋಡಣೆಯ ಸಂಬಂಧವು ಸ್ಪಷ್ಟವಾಗಿದೆಯೇ, ಹೊಂದಾಣಿಕೆಯ ಕೋಡ್ ಅನ್ನು ಸರಿಯಾಗಿ ಮತ್ತು ಸಮಂಜಸವಾಗಿ ಗುರುತಿಸಲಾಗಿದೆಯೇ, ಭಾಗಗಳ ಗುರುತು ಪೂರ್ಣಗೊಂಡಿದೆಯೇ, ಇದು ಪಟ್ಟಿಯಲ್ಲಿರುವ ಸರಣಿ ಸಂಖ್ಯೆಗೆ ಅನುರೂಪವಾಗಿದೆಯೇ, ಸಂಬಂಧಿತ ಸೂಚನೆಗಳು ಸ್ಪಷ್ಟ ಅಂಕಗಳನ್ನು ಹೊಂದಿದೆಯೇ ಮತ್ತು ಹೇಗೆ ಸಂಪೂರ್ಣ ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚು ಪ್ರಮಾಣಿತವಾಗಿದೆ.
(2) ಭಾಗಗಳ ರೇಖಾಚಿತ್ರ
ಭಾಗ ಸಂಖ್ಯೆ, ಹೆಸರು ಮತ್ತು ಸಂಸ್ಕರಣೆಯ ಪ್ರಮಾಣವನ್ನು ಸ್ಪಷ್ಟವಾಗಿ ಗುರುತಿಸಲಾಗಿದೆಯೇ, ಆಯಾಮದ ಸಹಿಷ್ಣುತೆ ಮತ್ತು ವಿವಿಧ ಸಹಿಷ್ಣುತೆಯ ಗುರುತುಗಳು ಸಮಂಜಸವಾಗಿದೆಯೇ ಮತ್ತು ಸಂಪೂರ್ಣವಾಗಿದೆಯೇ, ಧರಿಸಲು ಸುಲಭವಾದ ಭಾಗಗಳನ್ನು ರುಬ್ಬಲು ಕಾಯ್ದಿರಿಸಲಾಗಿದೆಯೇ, ಯಾವ ಭಾಗಗಳು ಅತಿ-ಹೆಚ್ಚಿನ ನಿಖರತೆಯ ಅವಶ್ಯಕತೆಗಳನ್ನು ಹೊಂದಿವೆ, ಈ ಅವಶ್ಯಕತೆ ಇದೆಯೇ ಸಮಂಜಸವಾಗಿದೆ, ಪ್ರತಿ ಭಾಗದ ಮೆಟೀರಿಯಲ್ ಕುಶನ್ ಸೂಕ್ತವಾಗಿದೆಯೇ ಮತ್ತು ಶಾಖ ಚಿಕಿತ್ಸೆಯ ಅವಶ್ಯಕತೆಗಳು ಮತ್ತು ಮೇಲ್ಮೈ ಒರಟುತನದ ಅವಶ್ಯಕತೆಗಳು ಸಮಂಜಸವಾಗಿದೆಯೇ.
(3) ಕಾರ್ಟೊಗ್ರಾಫಿಕ್ ವಿಧಾನ
ಡ್ರಾಯಿಂಗ್ ವಿಧಾನವು ಸರಿಯಾಗಿದೆಯೇ, ಅದು ರಾಷ್ಟ್ರೀಯ ಮಾನದಂಡಗಳಿಗೆ ಅನುಗುಣವಾಗಿದೆಯೇ ಮತ್ತು ರೇಖಾಚಿತ್ರದಲ್ಲಿ ವ್ಯಕ್ತಪಡಿಸಲಾದ ಜ್ಯಾಮಿತೀಯ ಅಂಕಿಅಂಶಗಳು ಮತ್ತು ತಾಂತ್ರಿಕ ಅವಶ್ಯಕತೆಗಳು ಅರ್ಥಮಾಡಿಕೊಳ್ಳಲು ಸುಲಭವಾಗಿದೆ.3. ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚು ವಿನ್ಯಾಸ ಗುಣಮಟ್ಟ
(1) ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸುವಾಗ, ಪ್ಲಾಸ್ಟಿಕ್ ಕಚ್ಚಾ ವಸ್ತುಗಳ ಪ್ರಕ್ರಿಯೆಯ ಗುಣಲಕ್ಷಣಗಳು ಮತ್ತು ಮೋಲ್ಡಿಂಗ್ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಸರಿಯಾಗಿ ಪರಿಗಣಿಸಲಾಗಿದೆಯೇ, ಅಚ್ಚು ಗುಣಮಟ್ಟದ ಮೇಲೆ ಇಂಜೆಕ್ಷನ್ ಯಂತ್ರದ ಪ್ರಕಾರದ ಸಂಭವನೀಯ ಪರಿಣಾಮ ಮತ್ತು ಅದಕ್ಕೆ ಅನುಗುಣವಾದ ತಡೆಗಟ್ಟುವ ಕ್ರಮಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳಲಾಗಿದೆಯೇ ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ವಿನ್ಯಾಸದ ಸಮಯದಲ್ಲಿ ಮೋಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಸಂಭವನೀಯ ತೊಂದರೆಗಳು.
(2) ಇಂಜೆಕ್ಷನ್ ಅಚ್ಚಿನ ಮಾರ್ಗದರ್ಶಿ ನಿಖರತೆಯ ಮೇಲೆ ಪ್ಲಾಸ್ಟಿಕ್ ಭಾಗಗಳ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪರಿಗಣಿಸಲಾಗಿದೆಯೇ ಮತ್ತು ಮಾರ್ಗದರ್ಶಿ ರಚನೆಯನ್ನು ಸಮಂಜಸವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆಯೇ.
(3) ರೂಪುಗೊಂಡ ಭಾಗಗಳ ಕೆಲಸದ ಆಯಾಮದ ಲೆಕ್ಕಾಚಾರವು ಸರಿಯಾಗಿದೆಯೇ, ಉತ್ಪನ್ನಗಳ ನಿಖರತೆಯನ್ನು ಖಾತರಿಪಡಿಸಬಹುದೇ ಮತ್ತು ಅವುಗಳು ಸಾಕಷ್ಟು ಶಕ್ತಿ ಮತ್ತು ಬಿಗಿತವನ್ನು ಹೊಂದಿವೆಯೇ.
(4) ಪೋಷಕ ಭಾಗಗಳು ಅಚ್ಚು ಸಾಕಷ್ಟು ಒಟ್ಟಾರೆ ಶಕ್ತಿ ಮತ್ತು ಬಿಗಿತವನ್ನು ಹೊಂದಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಬಹುದೇ.
(5) ಅಚ್ಚು ಪರೀಕ್ಷೆ ಮತ್ತು ದುರಸ್ತಿ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪರಿಗಣಿಸಲಾಗಿದೆಯೇ
4. ಅಸೆಂಬ್ಲಿ ಮತ್ತು ಡಿಸ್ಅಸೆಂಬಲ್ ಮತ್ತು ಹ್ಯಾಂಡ್ಲಿಂಗ್ ಪರಿಸ್ಥಿತಿಗಳ ವಿಷಯದಲ್ಲಿ ಜೋಡಣೆ ಮತ್ತು ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡಲು ಅನುಕೂಲಕರವಾದ ಚಡಿಗಳು, ರಂಧ್ರಗಳು ಇತ್ಯಾದಿಗಳಿವೆಯೇ ಮತ್ತು ಅವುಗಳನ್ನು ಗುರುತಿಸಲಾಗಿದೆಯೇ.
ಪೋಸ್ಟ್ ಸಮಯ: ಮಾರ್ಚ್-06-2023